




חלק זה הוא השני מבין שלושה חלקים של ראיון עם דייויד דקר [David Decker] מנהל הקבוצה לעיבוד חיבורים פנימיים (Interconnect Processing Group – IPG) ב- Samtec. בראיון זה דייויד משיב על כמה מהשאלות הנפוצות ביותר בנוגע לקבלת חיבורי הלחמה איכותיים של מחברים, וכן לגבי נושאים אחרים הקשורים לעבודה עם מחברים.
המטרה בראיון זה הייתה לקבל תשובה קצרה שעונה על שאלה. למידע נוסף לגבי נושא מסוים, אפשר ליצור קשר עם IPG. קישור לחלק הראשון של הראיון.
מהן הבעיות הנפוצות שבהן נתקלים בשני מעברים בתנור הלחמת גל וברכיבים שמורכבים הפוך?
זו שאלה נפוצה מאחר שמדובר בשיטה מקובלת בתהליך העיבוד. הרכיבים שלנו הם בדרך כלל הרכיבים הקטנים ביותר על המעגל המודפס ולכן בדרך כלל הם קלי משקל. ברוב המקרים, רכיבים ברמת המעגל המודפס נמצאים בצדו האחד של המעגל המודפס; אחרי שמדפיסים את המשחה, מציבים את הרכיבים ומעבירים את המעגל דרך התנור.
לאחר מכן, הופכים את המעגל – כלומר, עכשיו המחברים שלנו הפוכים. לרוב, ההתקנים היותר גדולים והרכיבים הרגישים לחום מוצבים בצד השני, והמעגל עובר דרך התנור בפעם השנייה. באופן כזה, המחברים עוברים שני מעברים דרך התנור ובמעבר השני, הם הפוכים. רוב הלקוחות יכולים לעבד כמעט את כל הרכיבים של Samtec בדרך זו, ללא כל בעיות.
מחבר עם מרכז מסה מוסט
כחלק מבדיקות איכות המוצר אנו מעבירים את המחברים דרך התנור שלוש פעמים: פעם אחת במעבר הלחמה סטנדרטי, ולאחר מכן עוד פעמיים במעברים מהופכים. כמעט כל המחברים שלנו עוברים את הבדיקות האלו. מאחר שרוב המוצרים שלנו קטנים וסימטריים, מתח הפנים של חומר ההלחמה המותך מחזיק את המחבר צמוד למעגל המודפס בזמן ההיפוך, בלי צורך בהחזקה נוספת, בהתקן נעילה או בדבק. מחברים מאתגרים יותר יהיו בדרך כלל גדולים יותר עם מרכז מסה מוסט.
האם הבעיות הנפוצות בטיפול במעגלים שבהן נתקלים בשנים האחרונות שונות מאלו שבהן נתקלנו לפני 10 – 20 שנים?
בקצרה, התשובה היא כן, בעיקר בשל המזעור. הרכיבים הפכו להיות קטנים יותר, התדמיות (stencil) הפכו להיות דקות יותר ואנשי התכנון מנסים לדחוס יותר חלקים על מעגלים קטנים יותר. כל אלו מתווספים לאתגרי העיבוד.
ואולם, טכנולוגיית תכנות התדמיות ממשיכה להשתפר, משחות ההלחמה משתפרות ותנורי הלחמת הגל הופכים להיות מדויקים יותר ואמינים יותר. במילים אחרות, נראה שהכלים המשמשים כיום כדי ליצור ולבחון את חיבורי ההלחמה עומדים בקצב של הדרישה למזעור.
מה המשמעות ההבדל בין הסוגים של חיבורי הלחמת IPC?
IPC, המכון למעגלי חיבורים פנימיים ומארזים אלקטרוניים, הוא הגוף המפקח על בחינתם של חיבורי הלחמה במכלולים אלקטרוניים. IPC מבחין בשלוש רמות של חיבורי הלחמה.
הרמה הראשונה היא "מוצרים אלקטרוניים כלליים", כלומר, תקלה שתתרחש במוצרים אלו לא תהיה אלא דבר פעוט מבחינת המשתמש, שיחווה מצב של אי נוחות. משחקים וצעצועים של ילדים הם מוצרים שבהם יש חיבורי הלחמה ברמה 1.
הרמה השנייה היא "מוצרים אלקטרוניים ייעודיים לשירות" מהווה צעד משמעותי בהתקדמות, במונחים של פונקציונליות ואמינות. אם יהיה כשל במוצר ברמה זו, אי הנוחות ו" הטרדה" שייגרמו למשתמש יהיו גדולים בהרבה מאלו שנגרמים ברמה הראשונה, אך עדיין למשתמש לא נשקפת סכנה של נזק גופני. המחברים של Samtec הם ברמה 2 לפי IPC.
הרמה השלישית, או "מוצרים אלקטרוניים לביצועים ברמה גבוהה/ לתנאי סביבה קשים", מתייחסת למוצרים שאמינותם גבוהה והביצועים שלהם קריטיים. דוגמאות לכך כוללות יישומים צבאיים, יישומי חלל-אוויר ויישומים בתחום הרפואה. אם חיבורי הלחמה אלו יהיו לא תקינים, מישהו עלול להיפצע או אפילו להיהרג. הרבה מאוד מחברים של Samtec מדורגים ברמה 3 לפי IPC.
ברמה 3 לפי IPC אין המשמעות שבכל פעם שיצרן של ציוד מקור אלקטרוני יבצע הלחמה של מחבר, הוא יגיע לחיבור הלחמה ברמה 3. גורמים נוספים ממלאים כאן תפקיד, כגון עובי התדמית, הדיוק של הצבת המחבר ועיצוב האיון (pad), אם נזכיר רק כמה מהם.
Ipctrqaning.org
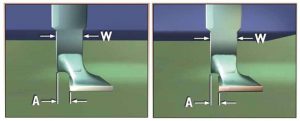
האיור למעלה מציג את ההבדל בין חיבור הלחמה ברמה 2 לבין חיבור הלחמה ברמה 3. הממד W מתייחס לרוחב של מוליך הרכיב, והממד A מראה את מידת החריגה של המוליך מחיבור ההלחמה או מהאיון של המעגל המודפס. בחיבורי הלחמה דרגה 2, הממד A יכול להיות מחצית הגודל של ממד W. במילים אחרות, 50% מהמוליך יכול להיות "מחוץ" לאיון. בחיבור הלחמה רמה 3, הממד A יכול להיות רק 25% מהרוחב, המצוין בממד W. זו רק דוגמה קצרה שמדגימה את ההבדלים בין חיבורי הלחמה ברמה 2 לבין חיבורי הלחמה ברמה 3. לפניך קישור שבו אפשר ללמוד על ההבדלים בין חיבורי הלחמה ברמה 2 לבין אלו שברמה 3.
האם עלי לעשות משהו מיוחד אם אני מצפה את מכלולי המעגל המודפס שלי באופן הדוק?

pcbdirectoty.com
השימוש בציפוי הדוק (conformal) הוא נוהג נפוץ. אחד האתגרים הגדולים ביותר בהכנה של מעגל מודפס לציפוי הדוק היא ההגנה על משטחי המגעים, שברוב המקרים הם יהיו פנימיים במחבר פס (strip connector) מסוג שקע, אך לא תמיד. בנוסף יש חשש לפינים חשופים של רצועת חיבורים במחבר לא סגור.
הכיסוי הופך להיות חשוב ביישומים אלו. לפניך קישור למסמך שעוסק בכמה מהשיטות הנפוצות יותר לשימוש בציפוי הדוק וכן לשיטות מיסוך (masking).
ציפוי הדוק מסוג פארילן (Parylene) מקובל מאוד בשימוש. הציפוי בפארילן הוא תהליך מורכב שנדרש לו מיסוך משמעותי. תהליך הציפוי בפארילן כרוך בהצבת מכלול המעגל המודפס בתא שבו יוצרים ריק. לאחר שנוצר הריק, מוסיפים את ציפוי הפארילן והוא נכנס לכל מקום שבו יכול להיכנס אוויר, וכך מתאפשר לפארילן לחדור לכל פינה ולכל סדק של המחבר (או של המחברים). כפי שאפשר לדמיין, קשה ביותר למסך את כל האזורים הקריטיים. אם לקוח שואל אותנו לגבי תהליך הציפוי בפארילן, אנו מפנים אותו ליצרן של הפארילן.
אם קיימת בעיה של חיבורי הלחמה במחבר array, כיצד אפשר לתקן אותה?
כפי שמרמז השם, מחברי array הם גדולים ויש להם בדרך כלל מיקומי סריג X Y. במחברי מערך הסריג של Samtec יש לעתים קרובות 500 חיבורי יציאות/ כניסות או יותר, במחבר יחיד. אם יש בעיה בחיבור הלחמה פנימי במחבר array – והרוב המכריע של חיבורי הלחמה במחבר array הם פנימיים או מתחת לבידוד – הפתרון היחיד שעומד בפניך הוא להסיר את המחבר ולהחליף אותו במחבר חדש.
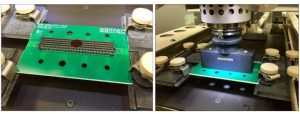
אם לומר זאת בפשטות, התהליך כרוך בהצבת מעגל המודפס בתחנת תיקונים באוויר חם. מציבים נחיר מעל המעגל המודפס, ממש מעל פני השטח, אבל עוקף את המחבר. מבצעים פרופיל חום מוגדר שנקבע מראש, בשעה שמזרימים אוויר חם סביב מחבר array. חומר ההלחמה ניתך. מרימים את הנחיר מעל המעגל המודפס והמחבר מוסר מהמעגל, בקלות, בעזרת צבת (pliers) או מלקטת (tweezers).
לאחר מכן, יש צורך לנקות את המעגל המודפס ולהסיר את חומר ההלחמה הישן. מערכת התיקונים שלנו – Air-Vac – משיבה אוויר חם על חומר ההלחמה כדי שיישאר במצב מותך והנחיר מסלק אותו. לאחר הסרת חומר ההלחמה, שאר המעגל המודפס יהיה נקי. לאחר מכן, בעזרת תדמית מיני, מדפיסים משחת הלחמה חדשה על המעגל המודפס האמור. מציבים מחבר חדש על המעגל המודפס, נחיר האוויר החם מוצב מעל המחבר ופרופיל החום מופעל שנית, כדי להלחים את המחבר החדש. על אף שכל זאת נשמע מורכב, בפועל התהליך פשוט למדי.
Samtec ממליצה לשמור אזור נקי של 1/8 אינץ' (3.175 מ"מ) סביב המחבר, כדי להשאיר מקום למערכת התיקונים הזו, למקרה הנדיר שפעולה כזו תידרש. זה קישור שבו אפשר ללמוד עוד על תהליך זה.
