




אב טיפוס ראשון של התקן הבנוי משתי שכבות מתכת בטכנולוגיית השיקוע Damascene למחצה מציג התנגדות ואמינות פס/קדח מעבר יוצאות מן הכלל
- שיטת השיקוע Damascene למחצה היא טכנולוגיה מבטיחה ולא יקרה להמשך מזעור חיבורי הביניים לגודל קטן מ־20 ננומטר.
- במאמר זה, מציגים גייל מרדוק (Gayle Murdoch), חברה בסגל הטכני של imec, וזולט טוקיי (Zsolt Tokei), עמית מחקר וראש תכנית מחברי ביניים זעירים ב־imec, אב טיפוס ניסיוני המורכב משתי שכבות מתכת בטכנולוגיית שיקוע Damascene למחצה ברוחב 18 ננומטר.
- הם מסבירים מדוע חשובה יכולת היישור העצמי של קדחי המעבר ועוברים על המשתנים הטכניים העיקריים של ההתקן, ובהם התנגדות ואמינות פס/מעבר קדח.
- התוצאות הוצגו בכינוס 2022 IEEE VLSI Symposium on Technology and Circuits (או בקיצור VLSI 2022).
שילוב שיטת שיקוע Damascene למחצה במפת הדרכים של תהליך Back-End-of-Line
כבר יותר מ־20 שנה ששיקוע נחושת בשיטת Damascene כפולה היא השיטה הנפוצה והאמינה ביותר לבניית מחברי ביניים אמינים. עם זאת, על רקע המשך מיזעור הרכיבים לרוחב 20 ננומטר ועם הפנים להמשך המזעור, סובל תהליך ה־Back-End-of-Line (או בקיצור BEOL) מתופעת עיכוב האות, בשל עליה משמעותית בקבוע הזמן במעגל ה־RC. בחיפוש אחרי פתרון, נדרשה קהילת הפיתוח של מחברי הביניים למצוא שיטות חלופיות ומתכות שלהן מאפיינים מתאימים יותר לגדלים האלה.
לפני כחמש שנים, הציעה לראשונה imec את שיטת השיקוע Damascene למחצה כחלופה לשיקוע נחושת בשיטת Damascene כפולה, לצורך יצירת חיבורי הביניים החיוניים ביותר בשכבה המקומית (Mx) של תהליך ייצור 1 ננומטר (וקטן יותר).
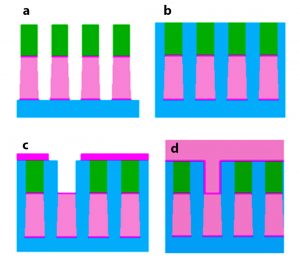
תמונה 1: שיטת השיקוע Damascene למחצה של imec: a) איכול רותניום (ליצירת פס התחתון בשכבה המקומית של מחבר הביניים [Mx]); b) מילוי המרווחים; c) איכול קדח המעבר; ו־d) מילוי קדח המעבר ויצירת הפס העליון (Mx+1) (התמונה הוצגה בכינוס VLSI 2022).
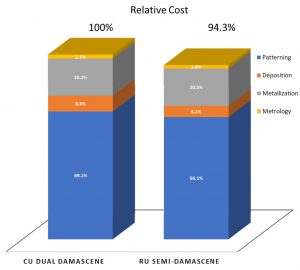
תמונה 2: השוואה בין עלותה של שיטת שיקוע Damascene כפולה לעלותה של שיטת שיקוע Damascene למחצה לייצור מחברים למחצה ברוחב 18 ננומטר.
יתרונותיה של שיטת השיקוע Damascene למחצה
לשיטת השיקוע Damascene למחצה כמה יתרונות מבטיחים על פני שיטת השיקוע Damascene כפולה המסורתית בבניית מחברי ביניים זעירים. זולט טוקיי, עמית מחקר וראש תכנית מחברי הביניים הזעירים ב־imec, מסביר: "בראש ובראשונה, היא מאפשרת יחס צירים גבוה יותר מבלי לאבד שליטה על הקיבול, כך שהיא חסינה יותר בפני תופעת העיכוב אות. שנית, מכיוון שאין צורך בשיוף כימי־מכני (CMP) להסרת עודפי מתכת בסיום התהליך, תהליך הייצור הופך לפשוט וזול יותר. ולסיום, בשיטת השיקוע Damascene למחצה נעשה שימוש במתכת קלה לעיצוב שלא זקוקה למחסום כמו טונגסטן (W), מוליבדן (Mo) או רותניום (Ru). שימוש במתכות שלא זקוקות למחסום מתכת, בשונה מנחושת, מאפשר למחבר הביניים לנצל את כל אזור המוליכות וכך להבטיח התנגדות קדח מעבר תחרותית גם בגדלים זעירים". עם היתרונות באים כמובן גם לא מעט אתגרים שעליהם צריך להתגבר לפני ששיטת הייצור החדשה תוכל להבשיל לכדי יישום תעשייתי. הצעד הראשון הוא הדגמת מבנה מתפקד המורכב משתי שכבות מתכת. עד כה, הודגמו יתרונות השיטה רק במודלים ובהדמיות, ואילו עכשיו מציגה imec בפעם הראשונה אב טיפוס ניסיוני של התקן המורכב משתי שכבות שייוצר בטכנולוגיית שיקוע Damascene למחצה.
הסוד טמון בקדחי מעבר עם יכולת יישור עצמית
בגדלים הזעירים שעליהם אנחנו מדברים, מיקום קדח המעבר מעל לפסים הצרים הוא המפתח להצלחתה של טכנולוגיית השיקוע Damascene למחצה. אם קדח המעבר והפסים (בחלקו העליון והתחתון של הקדח) לא מיושרים זה עם זה, קיים סיכון לדליפה בין המעבר לפס סמוך. הדליפות האלו נגרמות בשל שגיאה גדולה מדי במיקום הקדח בשיטה המסורתית.
גייל מורדוק, חברה בסגל הטכני ב־imec מרחיבה: "מציאת דרך ליצירת קדחי מעבר מתפקדים עם יכולת יישור עצמית הייתה תמיד משאת נפשם של חוקרי טכנולוגיית השיקוע Damascene למחצה. הגענו להישג פורץ הדרך הזה בזכות שיתוף פעולה יוצא מן הכלל בין קבוצות ההשתלה, ליתוגרפיה, איכול והניקיון ב־imec. טכנולוגיית השיקוע עם יכולת היישור העצמי שפיתחנו מפצה על שגיאות מיקום של עד ל־5 ננומטר וסוללת את הדרך לעתיד."
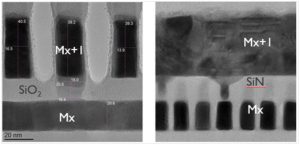
תמונה 3: קדח מעבר עם יכולת יישור עצמי לאורך שכבת Mx (משמאל) ולרוחב שכבת Mx (מימין). תמונת מיקרוסקופ אלקטרונים חודר של מיקום קדח המעבר על גבי פסי רותניום ברוחב 18 ננומטר (התמונה הוצגה בכינוס VLSI 2022).
היישור עצמי של החלק התחתון הושג באמצעות הסרה בררנית של סיליקון ניטריד לאחר מילוי המרווחים, מה שהוביל להיווצרות קדח המעבר על גבי שטחו של פס המתכת התחתון מבלי לחרוג ממנו. היישור העצמי של שכבת המתכת העליונה (רותניום) הושג באמצעות שלב איכול נוסף של הרותניום לאחר הצפת קדח המעבר ועיצוב הרותניום.
הדגמה ראשונה בפועל של התנגדות ואמינות טובות ברוחב 18 ננומטר
באמצעות איכול הרותניום והשימוש בקדחי מעבר עם יכולת יישור עצמי, בנינו התקן מתפקד הבנוי משתי שכבות מתכת ברוחב 18 ננומטר. ליתוגרפיית EUV בשילוב טכנולוגיית עיצוב כפולה עם יכולת יישור עצמי (SADP) שימשו לעיצוב פס הרותניום "הרחב" (9 ננומטר) התחתון בשכבה המקומית של מחבר הביניים (Mx), בעוד שטכנולוגיית ליתוגרפיית EUV בחשיפה אחת שימשה להדפסת הפס העליון (Mx+1) וקדח המעבר. בשכבת המתכת העליונה שולבו כיסוי אוויר במטרה לפצות על העלייה בקיבול.
בהשוואת התנגדות הפס כפונקציה של אזור המוליכות בין רותניום לנחושת, הציג הרותניום ביצועים עדיפים בגדלים האלה. יכולת היישור העצמי של קדח המעבר אומתה גם באמצעים חזותיים וגם בבדיקות חשמליות. הושגה התנגדות קדח מעבר מצוינת (40Ω עד 60Ω בטווח הגדלים 18 עד 26 ננומטר), וכן הודגם שדה פריצה חשמלית > 9 MV/cm.
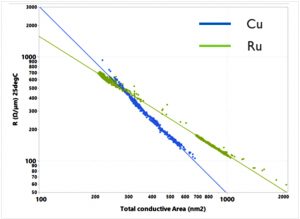
תמונה 4: התנגדות הפס כפונקציה של אזור המוליכות בפסי רותניום לעומת נחושת (התמונה הוצגה בכינוס VLSI 2022).
זולט טוקיי מסכם: "הדגמנו ביצועים טובים בכל המשתנים הטכניים החשובים, כולל התנגדות ואמינות קדח המעבר והפס. התוצאות מראות כי טכנולוגיית השיקוע Damascene למחצה יכולה לשמש חלופה אמיתית לשיטת השיקוע Damascene כפולה המסורתית, לצורך הדפסת שלוש השכבות המקומיות הראשונות של מחבר הביניים בתהליך ייצור 1 ננומטר או קטן יותר. ההתקן שבנינו משתי שכבות מתכת וקדחי מעבר עם יכולת יישור עצמית הוא הישג משמעותי שסולל את הדרך לעתיד."
אפשר להשיג שיפורים נוספים על ידי הגדלת יחס הצירים של הפסים (להקטנת ההתנגדות) תוך שמירה על כיסי אוויר (לשליטה על הקיבול). במקביל, עובדת imec על שיטות חדשות להשבחת תהליכי MOL ו־BEOL באמצעות טכנולוגיית השיקוע Damascene למחצה (שמאפשרת להמשיך ולמזער את התא).
About the authors

Gayle Murdoch graduated from the University of Edinburgh in 1997 with an honours degree in chemical physics. She began her career in the UK semiconductor manufacturing industry, first at NEC Semiconductors as a lithography engineer, and later joined Filtronic Compound Semiconductors, where she worked on etching development and integration for GaAs devices, eventually becoming a lead etch engineer. In 2008 she joined imec’s Advanced Lithography team before moving to BEOL integration in 2013. She has worked on a range of topics, including low k dielectric integration, fully self-aligned vias, and, most recently, semi-damascene integration. She currently holds the position of principal member of technical staff and leads the BEOL integration team.

Zsolt Tokei is imec fellow, and program director of nano-interconnects at imec. He joined imec in 1999 and, since then, has held various technical positions in the organization. First, as a process engineer and researcher in the field of copper low-k interconnects, then headed the metal section. Later he became principal scientist, and program director of nano-interconnects. He earned a M.S. (1994) in physics from the University Kossuth in Debrecen, Hungary. In the framework of a co-directed thesis between the Hungarian University Kossuth and the French University Aix Marseille-III, he obtained his PhD (1997) in physics and materials science. In 1998, he started working at the Max-Planck Institute of Düsseldorf, Germany, as a post-doctorate researcher. Joining imec, he continued working on a range of interconnect issues, including scaling, metallization, electrical characterization, module integration, reliability, and system aspects.
